Designing folding structures presents a distinct engineering challenge. You have to balance lightweight portability with the structural integrity required to withstand dynamic, cyclic loads at pivot points. Engineers frequently encounter failure points when utilizing off-the-shelf structural framing for specialized applications. Standard T-slot systems often suffer from premature wear, inadequate tolerance control, and bulky hinge integrations. These issues severely compromise the efficiency and footprint of the folding mechanism.
To overcome these mechanical limitations, transitioning to custom extrusions has become the industry-standard solution for original equipment manufacturer applications. This specific alloy and temper provide the necessary blend of extrudability, moderate strength, architectural-grade surface finishing, and cross-sectional optimization. By engineering a high-performance aluminum extrusion folding frame from the ground up, design teams can eliminate the compromises inherent in catalog components and achieve seamless articulation.
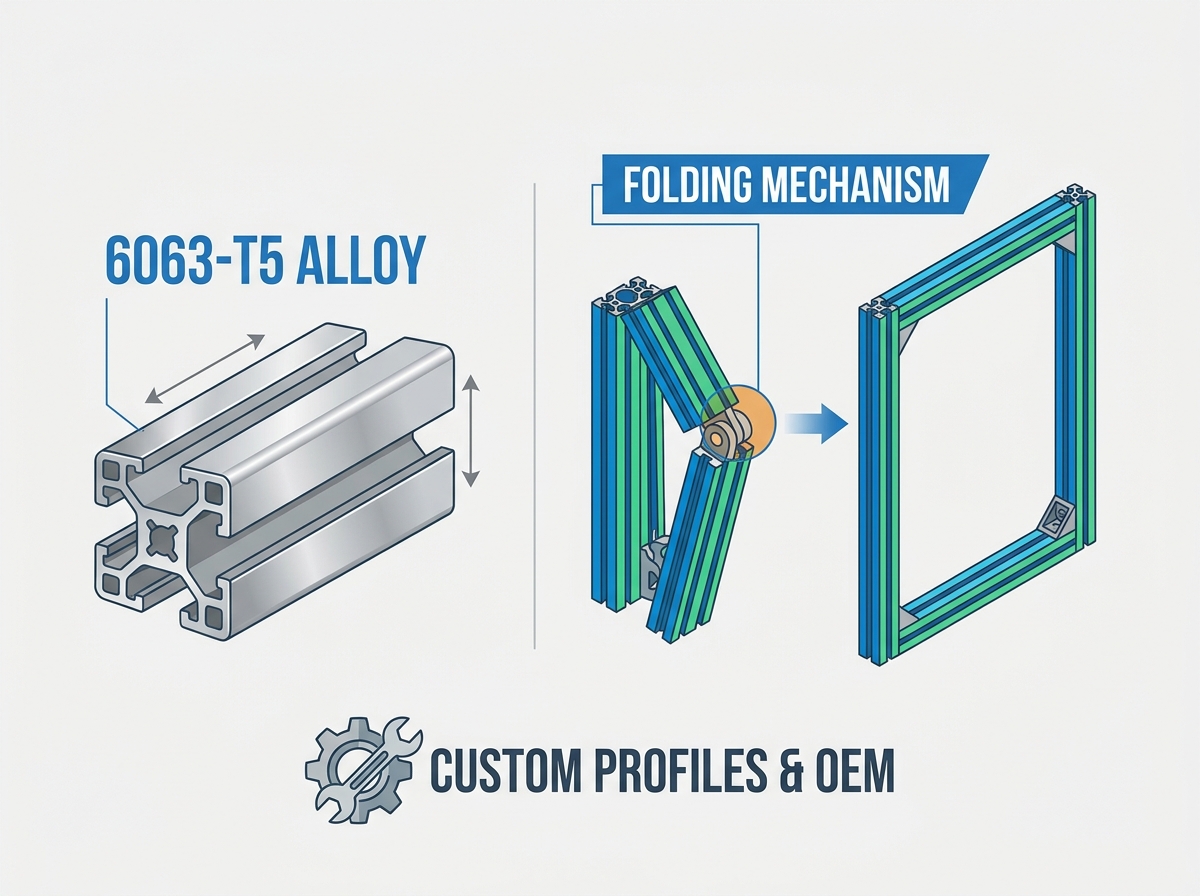
Material Suitability: 6063-T5 aluminum provides the optimal balance of tensile strength, machinability, and superior corrosion resistance for dynamic structural frames.
Custom vs. Standard: Custom OEM profiles eliminate the structural and aesthetic compromises of a standard modular aluminum frame by allowing integrated hinge channels, custom wall thicknesses, and internal fastener tracks.
Risk Mitigation: Long-term success requires precise die design to manage tolerance drift and specific internal webbing to prevent fatigue failure at pivot points.
Cost-to-Performance: While custom extrusion dies require upfront capital, the reduction in secondary machining, eliminated connector hardware, and assembly time yields a highly positive ROI at production scale.
Understanding the thermal treatment process helps when specifying materials for articulating structures. The T5 temper involves cooling the aluminum directly from an elevated temperature shaping process, specifically the extrusion press. We follow this immediately by artificial aging in a controlled oven. This precise thermal management locks in the grain structure necessary for structural reliability in the field.
The resulting mechanical properties include a typical yield strength of approximately 145 MPa and an ultimate tensile strength near 186 MPa. This specific temper works perfectly for an aluminum folding frame because it delivers the required rigidity to support dynamic loads. It does this without introducing the brittleness associated with over-aging. Components subjected to continuous folding cycles need this exact balance to resist micro-fractures over years of heavy use.
Contrasting this with the T6 temper highlights why T5 is often preferred for complex cross-sections. While T6 offers higher absolute tensile strength, it requires a separate solution heat treatment and quenching process. This rapid quenching introduces internal stresses that cause distortion and warping in complex, thin-walled custom profiles. T5 provides superior dimensional stability straight out of the press. This ensures intricate hinge channels remain perfectly straight during assembly.
When you work on site, you notice how materials behave under stress. A frame built with T5 temper absorbs minor impacts better than a rigid T6 frame. The slight ductility allows the metal to flex rather than snap. This characteristic proves invaluable for mobile workstations or collapsible staging equipment that gets tossed into trucks daily.
We also see benefits during the fabrication stage. Cutting and drilling T5 material generates predictable chips. The tools run cooler, and the surface finish inside drilled holes remains smooth. This smooth internal finish is necessary when pressing in bronze bushings for pivot points.
The natural corrosion resistance of the 6063 alloy ensures long-lasting protection in harsh outdoor or industrial environments. When exposed to oxygen, 6063 t5 aluminum forms a microscopic, dense oxide layer that prevents further degradation. This inherent property protects structural frames deployed in marine, agricultural, or high-humidity settings where standard steel components would rapidly oxidize and fail.
Furthermore, 6063-T5 exhibits an exceptional affinity for secondary surface treatments. Clear or color anodizing and powder coating work exceptionally well. The alloy's low copper content allows for a highly uniform anodic layer. This significantly increases surface hardness and scratch resistance. Powder coating provides an additional barrier and allows for strict brand color matching without compromising the underlying metal.
Achieving an ultra-smooth, architectural-grade surface finish is not merely an aesthetic requirement. In an articulating assembly, surface roughness directly correlates to friction. A superior finish reduces wear in the sliding and moving joints of the frame. It extends the lifecycle of pivot pins and integrated tracks while ensuring a smooth, tactile user experience during operation.
Field technicians appreciate a well-finished frame. When assembling or deploying a folding structure, rough edges or inconsistent anodizing can cause binding. A smooth finish means the mechanism glides into place. It reduces the physical effort required to lock the frame out.
Maintenance teams also benefit from high-quality surface treatments. Dirt and grime wipe off easily from a hard-anodized surface. In environments like food processing or medical facilities, this ease of cleaning is a strict operational requirement. The finish must withstand harsh chemical washdowns without degrading.
Designing a reliable folding mechanism requires rigorous frameworks for calculating shear and tensile stress at the folding nodes during cyclic operations. Engineers must account for the peak loads generated during the opening and closing phases. They also must calculate the static load when the frame is fully deployed. Finite element analysis (FEA) models these stress concentrations under various load vectors.
To mitigate localized failure, the custom aluminum profile must distribute stress away from the hinge pins and pivot connections. This involves thickening the profile walls immediately surrounding the pivot holes. We utilize sweeping internal radii rather than sharp 90-degree internal corners. By transferring the load into the broader web of the extrusion, the design prevents the pivot points from bearing the entire mechanical burden.
Consider a heavy-duty folding workbench. When a worker drops a heavy casting onto the table, the shock load travels directly to the hinges. If the extrusion walls around the hinge pin are too thin, the hole will elongate. Over time, this elongation causes the table to wobble. Thickening the local wall and adding internal support webs prevents this deformation.
We use specific calculation methods to determine the required wall thickness. You calculate the maximum shear force on the pin, then determine the bearing stress on the aluminum wall. The bearing stress must remain well below the yield strength of the 6063-T5 material. Adding a safety factor of 2.0 or higher is standard practice for dynamic loads.
Another technique involves using steel inserts or sleeves. For extreme load applications, pressing a stainless steel sleeve into the aluminum pivot hole distributes the load over a larger surface area. The aluminum profile must be designed with enough material to accommodate the press-fit interference without cracking.
Articulating assemblies demand strict tolerance requirements for mating parts to prevent binding, rattling, or excessive play. If the clearance between a hinge pin and the extruded channel is too tight, the frame will bind and gall. If the clearance is too loose, the structure will suffer from mechanical slop. This leads to accelerated wear and a perception of poor quality.
Standard extrusion tolerances often fall short for precision mechanisms. Engineers must evaluate standard versus precision grade tolerances. They need to understand how they impact the final assembly of dynamic frames, such as articulating arms, folding chassis, or collapsible tables. Specifying precision tolerances for the critical mating surfaces ensures consistent friction coefficients across high-volume production runs.
In the field, tolerance stack-up is a real issue. If you have a folding frame with four pivot points, a small deviation at each point multiplies. A frame that looks perfect on a CAD screen might not fold flat in reality. You must design the extrusion with adjustable clearances or specify half-commercial tolerances on the critical dimensions.
We often use a go/no-go gauge system during incoming inspection. This ensures the extruded profiles meet the required dimensions before any machining takes place. If the internal channel for a sliding hinge is undersized by even 0.1mm, the entire batch might be unusable. Strict quality control at the extrusion plant prevents these issues.
Lubrication also plays a role in joint clearance design. If you plan to use a dry film lubricant or a grease, you must factor the thickness of the lubricant layer into your clearance calculations. A tight joint might work perfectly dry but bind completely once lubricated.
Optimizing the cross-sectional area is a continuous balancing act. You want to minimize weight while maintaining the necessary moment of inertia for structural stability. Excess material adds unnecessary weight and cost. Insufficient material leads to deflection and eventual failure. The geometry of the extrusion must place mass exactly where it contributes most to the area moment of inertia, typically furthest from the neutral axis.
Integrating lessons from heavy-duty structural configurations helps prevent sagging and twisting under load. For instance, incorporating a box-section design rather than an open C-channel exponentially increases torsional rigidity. This optimization ensures the frame remains lightweight for user portability while delivering uncompromised stability when locked into its functional position.
When designing a portable gantry crane, weight is a primary concern. The operators must be able to carry the folded frame components. However, the frame must support a one-ton hoist. By using a large, thin-walled rectangular extrusion with internal diagonal webbing, we achieve the required strength without exceeding the lifting capacity of the operators.
You can also use variable wall thicknesses. The top and bottom flanges of a beam carry the most bending stress. By making these flanges thicker and the vertical webs thinner, you optimize the strength-to-weight ratio. This is a massive advantage of custom extrusions over standard structural shapes.
Deflection limits often dictate the design rather than ultimate strength. A folding frame might be strong enough to hold a load without breaking, but if it bends too much, it becomes unusable. Calculating the maximum allowable deflection and designing the extrusion to meet that criteria is a standard engineering practice.
The fallacy of identical outer dimensions frequently misleads design teams when evaluating standard modular T-slot profiles. Two catalog profiles may share the exact same 45x45mm or 20x20mm outer dimensions, yet possess vastly different internal wall thicknesses and structural properties. Relying solely on outer dimensions without analyzing the cross-sectional mass leads to unexpected structural failures under dynamic loading.
Furthermore, a standard modular aluminum frame relies heavily on bulky, external bolt-on hinges and joint brackets. These external components significantly increase the assembly footprint. They add unnecessary weight and are prone to loosening under the vibration and cyclic loads typical of folding mechanisms. The reliance on friction-based T-nuts also introduces a constant risk of slippage over time.
I have seen standard T-slot frames fail repeatedly in mobile applications. The constant vibration of transport causes the T-nuts to back out. You end up with a loose, rattling frame that requires constant maintenance. The external hinges also catch on equipment and clothing, creating safety hazards.
Standard profiles also limit your design options. You are forced to design your product around the available catalog shapes. This often results in a bulky, unrefined final product. If you need a specific angle or a unique mounting feature, you have to machine custom brackets, which defeats the purpose of using a modular system.
The aesthetic appeal of standard T-slots is also lacking. The exposed slots collect dust and debris. In cleanroom or medical environments, this is unacceptable. You have to use plastic slot covers, which add assembly time and often fall out during use.
Transitioning to proprietary designs unlocks immense engineering freedom. Designing custom profiles allows for the integration of proprietary pivot channels, snap-fit joints, and concealed fastener tracks directly into the raw extrusion. This level of integration consolidates multiple components into a single, continuous piece of metal. It drastically improves both strength and aesthetic cleanliness.
Custom profiles actively reduce the total bill of materials by eliminating secondary structural brackets and hardware connectors, such as corner cubes and heavy gussets. By extruding the exact geometry required for the folding mechanism, assembly teams spend less time aligning external hinges and torquing individual bolts. This leads to a leaner, more robust final product.
Imagine a folding display screen frame. With a custom profile, you can extrude the hinge barrel directly into the frame edge. You simply slide a stainless steel pin through the interlocking barrels to create a continuous, high-strength piano hinge. This eliminates dozens of screws and external hinge plates.
You can also incorporate features like wire routing channels or LED strip recesses directly into the extrusion. This cleans up the final assembly and protects sensitive components from damage. The initial investment in the extrusion die pays for itself rapidly through reduced assembly labor and fewer purchased parts.
Custom profiles also offer superior brand identity. You can design a unique shape that distinguishes your product from competitors using standard catalog parts. This visual differentiation is a strong selling point in crowded markets.
Selecting the right manufacturing partner is critical when moving away from catalog parts. A rigorous evaluation checklist must include an assessment of the partner's die manufacturing capabilities. Specifically, look at their ability to hold precision tolerances on complex hollow dies. Minimum order quantities must align with your production ramp-up schedule to avoid excessive inventory holding.
Additionally, the partner must possess robust in-house CNC machining capabilities for secondary operations. A true oem aluminum extrusion provider will handle the cutting, drilling, and tapping required after the extrusion process. Finally, strict quality assurance protocols, including coordinate measuring machine (CMM) verification and optical profile scanning, are non-negotiable for ensuring batch-to-batch consistency.
When auditing a potential supplier, I always ask to see their die maintenance program. A poorly maintained die produces out-of-tolerance parts. The supplier should have a clear schedule for polishing and replacing dies based on the linear meters extruded.
Communication is another vital factor. The extrusion process often requires slight design modifications to improve metal flow. A good partner will provide a detailed Design for Manufacturability (DFM) report and work with you to optimize the profile. Avoid suppliers who simply quote the drawing without offering technical feedback.
Logistics and packaging also matter. Long aluminum extrusions are easily damaged during shipping. The supplier must have robust packaging standards, using interleaving paper or custom cardboard separators to prevent scratches and dents during transit.
Specifying appropriate minimum wall thicknesses is a foundational step in profile design. This is particularly true around fastener holes, pivot joints, and hinge integration points. Walls that are too thin will tear under the shear stress of a pivot pin. Excessively thick walls increase cooling times and risk distortion. A general guideline is to maintain a minimum wall thickness of 1.5mm to 2.0mm for structural applications, scaling up locally where hardware interfaces.
Handling thin-to-thick wall transitions requires careful die design to prevent warping, sink marks, or twisting during the extrusion process. Abrupt changes in mass cause uneven cooling rates as the profile exits the die. Engineers must use gradual tapers and generous radii to transition between different wall thicknesses, ensuring the metal flows uniformly.
Internal webbing prevents profile crushing under high-torque fastening or heavy load-bearing scenarios. Strategic placement of internal diagonal or perpendicular webs reinforces the outer walls. This dramatically increases the compressive strength of the profile without adding significant weight. This is especially critical where heavy-duty locking mechanisms clamp onto the frame.
Design Feature | Standard T-Slot Profile | Custom Extruded Profile |
|---|---|---|
Hinge Integration | External bolt-on brackets | Integrated internal pivot channels |
Wall Thickness | Fixed catalog dimensions | Optimized for specific load vectors |
Hardware Footprint | High (T-nuts, bolts, gussets) | Low (Concealed tracks, snap-fits) |
Aesthetics | Industrial, exposed hardware | Seamless, architectural finish |
When designing internal webbing, consider the extrusion ratio. The press must push the aluminum through the die openings. If the internal webs are too thin compared to the outer walls, the metal will flow faster through the outer sections, causing the profile to bow or twist. A balanced design ensures even metal flow.
You also need to consider how the internal webbing affects secondary machining. If you need to drill a hole through the profile, an internal web might deflect the drill bit. Design the webs to avoid critical machining zones or provide a flat surface for the drill to enter.
The machinability of 6063-T5 is excellent, allowing for efficient secondary operations. Drilling, tapping, and milling the aluminum to accommodate pivot pins, locking detents, and latching mechanisms can be performed at high speeds with minimal tool wear. The T5 temper provides chips that break cleanly, preventing the material from gumming up cutting tools during deep-hole drilling.
Smart profile design can significantly minimize the need for complex, multi-axis CNC machining. By pre-incorporating screw bosses, guiding tracks, and locating grooves directly into the extrusion die, engineers can eliminate entire machining setups. Every feature extruded is a feature that does not need to be machined later. This directly drives down the per-unit cost of the aluminum extrusion profile.
For example, instead of milling a slot for a sliding nut, you can extrude a T-slot directly into the profile. Instead of drilling and tapping a hole in the end of the extrusion, you can extrude a screw boss that accepts a self-tapping screw. These small design choices have a massive impact on production costs.
When machining is required, proper fixturing is essential. Long extrusions can vibrate during milling, leading to poor surface finish and inaccurate dimensions. Custom soft jaws and adequate support along the length of the part ensure precision machining.
Coolant selection also affects the machining process. While 6063-T5 machines well dry, using a light mist coolant improves tool life and surface finish. Avoid heavy flood coolant if the parts will be welded later, as residual coolant can cause porosity in the welds.
Deploying structural frames in commercial, medical, or industrial environments requires strict adherence to international compliance and quality standards. Material certifications verifying the exact chemical composition of the 6063 alloy are mandatory to ensure structural calculations remain valid. RoHS compliance is required to certify that the material and any subsequent surface finishes are free from restricted hazardous substances.
Manufacturing facilities should operate under ISO 9001 quality management systems to guarantee process repeatability. Furthermore, structural designs must often comply with specific engineering standards, such as EN 755. This dictates the technical conditions for inspection and delivery of extruded aluminum alloys. Documented traceability from the raw billet to the final anodized part is essential for risk management.
In the medical device industry, traceability is paramount. If a folding frame on a patient transport bed fails, you must be able to trace the material back to the specific extrusion batch and billet. This requires rigorous documentation and lot control procedures at the extrusion facility.
Structural standards also dictate testing requirements. You may need to perform destructive testing on sample frames to verify the ultimate load capacity. This involves applying a measured force until the frame yields or breaks, ensuring it meets the calculated safety factors.
Surface finish compliance is another factor. For outdoor applications, the anodizing thickness must meet specific standards (e.g., MIL-A-8625) to guarantee corrosion resistance. The supplier must provide certification that the coating thickness and seal quality meet these requirements.
The primary risk in any articulating structure is metal fatigue due to repeated opening and closing cycles. Aluminum does not have a defined fatigue limit. Therefore, continuous cyclic loading will eventually lead to failure if stress concentrations are not managed. The hinge points, where shear forces are highest, are the most vulnerable zones.
Mitigation strategies must be engineered into the assembly from day one. Utilizing self-lubricating bronze or Teflon bushings isolates the aluminum from direct steel-on-aluminum contact. This prevents galling and reduces friction. Reinforcing the profile walls around the pivot axis and ensuring the correct alloy specification prevents the localized yielding that precedes fatigue cracking.
I always recommend physical cycle testing for new folding frame designs. Build a prototype and put it on a test rig that opens and closes the frame thousands of times. This real-world testing reveals fatigue issues that FEA models might miss. You can then adjust the extrusion design or bushing material based on the test results.
Proper lubrication maintenance also extends fatigue life. Even with self-lubricating bushings, a periodic application of a dry film lubricant reduces wear and keeps the mechanism operating smoothly. Design the frame with easy access to the pivot points for maintenance.
Avoid sharp internal corners anywhere near the hinge points. A sharp corner acts as a stress riser, concentrating the fatigue loads and initiating cracks. Always use the largest possible internal radius in these critical areas.
Extrusion dies are subjected to immense pressure and friction. Over high-volume production runs, die wear is inevitable. As the die steel slowly erodes, the dimensions of the custom profile will gradually increase. This is known as tolerance drift. In a folding mechanism, even a 0.2mm drift can lead to severe binding or misalignment of the locking latches.
Establishing strict quality control checkpoints is vital. Engineers must work with the manufacturer to define critical-to-function (CTF) dimensions and implement statistical process control (SPC) monitoring. Agreeing on die-replacement schedules and maximum acceptable wear limits before production begins ensures that batch number one functions identically to batch number ten thousand.
We use a system of regular profile sampling. Every few hours during an extrusion run, a sample is cut and measured on a CMM or optical comparator. If the dimensions start trending toward the upper tolerance limit, the die is pulled for maintenance or replacement.
Die correction is a highly skilled trade. A good die corrector can adjust the flow of metal through the die to correct minor dimensional issues. However, once the die is worn beyond a certain point, it must be replaced. Factor the cost of replacement dies into your long-term production budget.
Communication with the extruder is key here. If you have a critical dimension that must be held tightly, make sure the extruder knows about it. They can design the die to minimize wear in that specific area or plan for more frequent die maintenance.
Transitioning to custom profiles introduces upfront tooling costs and specific lead times. Fabricating a custom steel extrusion die typically requires 2 to 4 weeks, depending on the complexity of the hollows and the current capacity of the toolroom. This lead time must be factored into the overall product development schedule to avoid launch delays.
To mitigate the risk of cutting a die for an unproven design, teams should utilize a framework for prototyping. Machining short-run prototypes from solid 6063 billets using CNC mills allows engineers to physically validate the folding kinematics and joint clearances. Once the physical prototype proves the concept, the team can confidently commit capital to the custom die fabrication.
I have seen projects delayed by months because the initial die design was flawed. Prototyping is not an optional step; it is a requirement for complex folding mechanisms. The cost of machining a few prototypes is negligible compared to the cost of modifying or remaking an extrusion die.
When planning your supply chain, consider the location of the extruder. Shipping long extrusions internationally can be expensive and prone to damage. Working with a regional extruder often simplifies logistics and reduces lead times, even if the piece price is slightly higher.
Always order a pilot run before committing to full production. A pilot run of a few hundred kilograms allows you to test the assembly process and verify the quality of the extrusions. It provides an opportunity to catch any minor issues before you have thousands of parts in inventory.
A custom 6063-T5 aluminum extrusion folding frame stands as the superior choice for scalable, high-performance OEM products when compared to the limitations of standard modular framing. By leveraging the specific mechanical properties of the T5 temper and the design freedom of custom dies, engineers can eliminate bulky external hardware, optimize weight-to-rigidity ratios, and ensure long-term reliability under dynamic loads.
The logic for shortlisting this manufacturing approach is clear. You validate your specific dynamic load requirements, assess the long-term ROI of custom tooling against the immediate assembly savings, and rigorously vet manufacturing partners based on their precision capabilities and quality assurance protocols. The initial investment in custom tooling is rapidly offset by reduced secondary machining and a leaner bill of materials.
To advance your project, follow these next steps:
Finalize your CAD models with a focus on uniform wall thicknesses and integrated hinge channels.
Request a comprehensive design-for-manufacturability review from a qualified extrusion partner to identify potential die flow issues.
Machine a physical prototype from solid billet to validate folding kinematics and joint clearances.
Solicit detailed RFQs that include tooling costs, secondary CNC operations, and surface finishing to establish a clear production roadmap.
A: 6063-T5 is cooled directly from the hot extrusion process and artificially aged, preserving the profile's shape while providing moderate strength and excellent dimensional stability. 6063-T6 undergoes a separate solution heat treatment and rapid quenching before aging, offering higher tensile strength but making the material more brittle and prone to distortion during complex extrusion shapes.
A: Standard T-slots are generally not recommended for heavy-duty folding structures due to their reliance on external bolt-on hinges, which create localized stress points and loosen under vibration. Custom profiles are superior as they allow for integrated, reinforced pivot points designed specifically for heavy-duty or space-constrained applications.
A: Custom extrusion dies require an initial capital investment, but the expense is relatively low compared to tooling for plastic injection molding or high-pressure die casting. The exact investment depends on the profile's size, complexity, and whether it utilizes a solid or hollow die design.
A: Clear or hard-coat anodizing is highly recommended for folding frames. Anodizing creates a hard, wear-resistant oxide layer that ensures smooth operation at friction points and protects against corrosion. Powder coating is also an excellent option when specific aesthetic color matching is required for the final product.
A: Load capacity is calculated by analyzing the profile's cross-sectional moment of inertia, the specific yield strength of the 6063-T5 alloy, and the applied load vectors. Engineers rely heavily on Finite Element Analysis (FEA) software during the design phase to optimize wall thicknesses and internal webbing for maximum load-bearing capability.
A: Standard industry tolerances are defined by organizations like the Aluminum Association. However, for articulating frames and moving parts, engineers should specify precision tolerances on critical mating surfaces to prevent binding or excessive play in the mechanism.